手機版|
手機版|

 二維碼|
二維碼|









水性PAG淬火劑
 詳細描述
詳細描述
產品概況
該PAG淬火劑/淬火液是由聚醚類高分子材料添加多種表面活性劑制成,由于其對水有逆溶性的特點,克服了水冷卻速度快,易使工件開裂;油品冷卻速度慢,淬火效果差且易燃等缺點。在熱處理得到廣泛應用,使用PAG淬火劑能有效改善工作環境,提高零件的淬火質量,降低生產成本,是一種成熟的熱處理淬火介質。
| PAG淬火液產品圖片 | |
|---|---|
 |
 |
| 常溫下淬火劑的10%工作液 | 加熱淬火劑至74℃逆溶點析出 |
產品原理
淬火液中的主要成份具有一定的逆溶性,工件加熱入淬火槽時800-900度的高溫使淬火液的主要成份析出,包裹在工件的表面,熱量通過包在表面上的聚合物膜才能散入淬火液中,此時淬火液的冷卻速度在高溫區比水慢使工件不容易開裂(蒸汽膜階段),淬火劑使用濃度越大,包膜就越厚,冷速就越慢;接著進入沸騰冷卻階段,隨著溫度的降低淬火劑又回溶到水里,包膜打破,冷速變快,對流冷卻階段因此,聚合物薄膜的存在可以減慢淬火冷卻速度。包膜越厚,冷卻速度越慢,包膜越薄,冷卻速度越快。淬火工件表面的聚合物包膜可以通過改變淬火劑的濃度調節,淬火液的濃度越高,淬火時工件表面的聚合物包膜越厚,淬火時冷卻速度越慢。淬火液的濃度越低,淬火時在工件表面形成的包膜越薄,淬火時冷卻速度越快。因此可以通過改變濃度獲得從水到油的任何冷卻速度的淬火介質,來滿足不同熱處理的需要。從這種意義上講,PAG淬火液不是一種固定的淬火液,而是可以根據需要配置成很多種淬火液的一類淬火介質。主要特點
①淬硬層深及淬火層均勻,減少工件的淬火變形,避免淬裂和軟點危險;
②該淬火劑具有良好的穩定性,淬火冷卻速度隨時間變化小;
③濃度易測易控,可以任何比例與水互溶,得到介于水和油之間的冷卻速度;
④對工件、淬火槽、冷卻循環系列有短期的防銹效果;
⑤生產環境清潔,淬火時清潔、環保;
⑥不易老化、變質,使用壽命長, 帶出量少,使用成本低,綜合經濟性好;
⑦與油相比淬火劑的比熱大(同水),干活量大。技術指標
| 項目 | 技術指標 | ||||
|---|---|---|---|---|---|
| 外觀(原液) | 無色至淺黃色透明液體 | ||||
| 密度(25℃,g/cm3) | 1.07 | ||||
| PH值 | 9.00-10.00 | ||||
| 粘度(40℃,cst) | 原液 | 280±20 | |||
| 水溶液(37.8℃,cst) | 5% | 1.17 | |||
| 10% | 1.90 | ||||
| 20% | 4.31 | ||||
| 30% | 8.50 | ||||
| 防銹性 | ≥5%具有良好的防銹性 | ||||
| 水溶性 | 74℃逆溶析出,74℃以下溶于水 | ||||
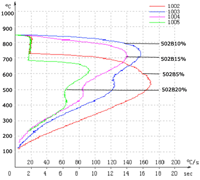
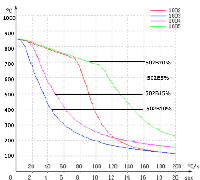
冷卻特性
采用符合ISO9950標準的IVF冷卻速度測試儀測得30℃下不同濃度的淬火劑的曲線如圖所示:
| 淬火劑特性曲線圖 | 淬火劑冷卻過程曲線圖 |
|---|---|
 |
 |
適用范圍
該淬火劑可用于碳素鋼、低合金鋼、滲碳鋼、彈簧鋼、軸承鋼等的淬火。
適用于開口式淬火槽、連續爐、淬火槽外設的多用爐作整體浸淬、感應加熱淬火等。
該淬火液不適用于鹽浴爐(溶入鹽影響濃度)。
批量工件進行淬火時,注意工件間保持足夠距離。

使用淬火劑需注意的問題
濃度確定:請參照水性淬火液使用濃度參考表,并注意以下幾點:
| 表部分鋼種適合的濃度表(參考值) | |||||
|---|---|---|---|---|---|
| 5% | 10% | 15% | |||
| 30 | T7 | T7 | 40Mn2 | 40Mn2 | GCr15SiMn |
| 35 | T8 | T8 | Gcr15 | Gcr15 | 50CrVA |
| 45 | T10 | T10 | 65Mn | 65Mn | 50Mn2 |
| 45b | T12 | T12 | 60Si2Mn | 60Si2Mn | 50CrMn |
| 50 | 40Mn | 40Mn | 40Mn2V | 40Mn2V | 50CrMnVA |
| 30mn | 40Cr | 40Cr | GCr9SiMn | GCr9SiMn | 40CrMoB |
| 60 | Gcr9 | Gcr9 | 42SiMn | 42SiMn | 38CrMoAL |
| 65 | 30CrMnTi | 30CrMnTi | 50Cr | 50Cr | 55SiMnVB |
| 30Cr | 35CrMo | 35CrMo | 40MnB | 40MnB | - |
| - | 42CrMo | 42CrMo | - | - | - |
| - | Gcr6 | Gcr6 | - | - | - |
| - | 40CrV | 40CrV | - | - | - |
| 滲碳淬火 | |||||
| 15 | 20Cr | 20CrMo | 20CrMnMo | 20CrMnMo | - |
| 20 | 20GV | 20Mn2 | 20crMnTi | 20crMnTi | - |
| - | 20CrNi | 20CrNi | - | - | - |
a.如果在表中沒有找到您所需要鋼種,則請參照相近碳含量的鋼種來確定使用濃度。
b.形狀不規則、壁厚、小的鋼件適合選用高濃度,反之選擇低濃度。 濃度控制:
濃度讀數,如下圖,手持式折光儀(糖度計),小巧攜帶方便,大小跟鉛筆盒差不多。 在熱處理的現場可以用折光儀來監控濃度,簡單的說用折光儀讀數乘2.5即可得到濃 度值。
| 檢測淬火液的濃度儀器-折光儀 | |
|---|---|
 |
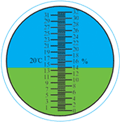 |
| 折光儀實物(長約20cm) | 折光儀的讀數 |
隨著淬火液的長期使用,多少都會造成一定的污染,可能濃度通過折光儀讀數就會不準確,一般來說都會偏高一些,這時請與我們工程師聯系。
溫度確定:
使用普通的溫度計測溫即可。 推薦淬火劑的使用溫度最好在30-55℃,不要高于65℃。
溫度控制:
根據熱處理的干活量,如果干活量太大,液溫升高太快,就需要有冷卻裝置。是否需要上冷卻系統,具體參考:"新建的淬火槽如何確定大小及冷卻系統",也可與我們工程師聯系。
另外,為了發揮淬火液更好的使用效果保持淬火液冷卻性能穩定,請將溫度控制在一個比較窄的范圍內,最好在淬火工件進出淬火液時不超過10度,如果淬火槽濃度偏小,淬火槽內淬火液的重量小于一次淬火工件干活量的10倍,溫度升高從理論上說會超過10度,所以最好的淬火槽大小應該至少為一次干活量的10倍,即若一次出爐4t,剛淬火槽應該為40t以上。 攪拌
淬火液攪拌也是除溫度和濃度改變冷速的另一個方面,在相同的溫度及濃度范圍內,攪拌越快,冷速越快。穩定均勻的流速,建議1mm/秒為好,有利于冷卻效果。淬火液的后期添加
由于工件從淬火槽提出時,多少都會帶出淬火液,同時溫度高也會蒸發水份,時間久了,淬火液的濃度就會有所變化。用戶在使用時可一至二周用折光儀檢測一下濃度,如濃度變低可適當補加原液,反之加水。淬火液的損耗量跟工件的大小,形狀,及工件提出的溫度有關,如工件表面積大,帶出量就大;工件提出時溫度高,如超過74℃,此時淬火液還沒有回溶到水里,工件表面沾的原液就比較多,損耗量就會大些,這時就需要用戶注意方法,以減少淬火液的損耗量,具體可與工程師聯系。總之,只要使用得當,淬火液的添加量不會很多,百噸消耗量不大于50kg。淬火液使用前淬火槽應該注意的問題1.淬火槽應該以鐵焊或水泥等為主,因淬火劑含防銹劑,所以不必涂裝油漆,同時油漆易與淬火液發生化學反應。淬火劑顯堿性,淬火槽附助設施如泵、管盡量避免使用銅、鋁金屬,水要用自來水和純凈水,其它腐水和污水禁用,注意不能混進雨水。
2.為了較好散熱以及淬火液均勻和防止PAG逆溶集中,還要防止生菌,可安裝攪拌系統。簡單的可以用泵來回抽,有條件的話可圍繞槽的四壁設盤管,盤管上開孔,流速注意不能太快,尤其是在低溫區時,易變形和硬度不勻,建議1mm/秒為好,休息時用空壓機打氣,防止生菌。溶液的保養
①適當的攪拌可延長使用壽命。
②如果長時間不干活,請兩天開一次攪拌,見光,特別夏季,可加入苯甲酸鈉。
③本品不凍,建議冬天使用前多滾動使其混合均勻。
④使用時不要混入油。一旦混入油,淬火液顏色變黑,不會影響冷卻特性。可加入苯甲酸鈉情況會有改觀。
⑤夏天來到,天熱變熱,在使用淬火液時一定要注意經常攪拌,通風,經常檢測濃度,不夠隨時補加(天熱濃度較天冷濃度可低點)。不要混進油,不干活時定時沉淀,過濾。隨時觀察淬火液的顏色,有變化及時與公司聯系,可定期3個月-6個月寄些樣品回我公司免費檢測。是否可以與其它品牌的淬火液混合使用
請與我們的工程師聯系,通過確定之前使用的淬火液的情況,確定最終的結果。淬火液使用過程中的問題分析
技術支持>PAG淬火液/淬火劑技術支持產品包裝及存放
200KG/桶;陰涼處存放。
淬火劑在零下10度左右會上凍,請注意保存;一旦凍了,解凍后即可正常使用。